Do-It, die Sache mit den Bleigussformen oder wie passe ich meine Jigkopfbleigussform meinem Lieblingshaken an
Es gibt aus den USA von Firmen wie Do-It, Hilts, C.F. Palmer und anderen Herstellern Bleigussformen für fast jeden Zweck und in jeder Form. Das reicht von Ankern bis zu Grundbleien, von Bulletweights und Jigköpfen bis zu Blinkern und Pilkern. Es gibt auch einige Hersteller in Deutschland, die Formen hauptsächlich für Grundbleie und Pilker herstellen, bzw. Europa und in letzter Zeit auch billige Kopien aus Fernost. Diese kommen in der Regel aber nicht an die Qualität der amerikanischen Hersteller heran.
Hersteller wie Do-It Molds unterscheiden dann noch mal in ihrem Programm zwischen normalen Bleigussformen, Produktionsbleigussformen (Pro-Series Production Molds) und Präzisionsbleigussformen (Ultra Precision Semi-Custom Molds) für besonders kleine Jigköpfe. Die normalen Bleigussformen besitzen Gussnester in verschiedenen Größen, man kann also verschiedene Gewichte bzw. Hakengrößen mit einer Form gießen. Die Produktionsbleigussformen besitzen in der Regel nur Gussnester in einer oder zwei Größen zum Gießen größerer Stückzahlen. Die vorgenannten Bleigussformen werden in der Regel aus Aluminium gegossen, im Gegensatz dazu werden die Präzisionsbleigussformen für eine möglichst hohe Präzision aus dem Vollen gefräst. Dies schlägt sich dann natürlich auch im Preis nieder. Der Preis für eine normale aus Aluminium gegossene Bleigussform hat sich in Deutschland bei 45 € eingependelt, eine Präzisionsbleigussform kostet ca. das fünffache. Aus den USA bestellt, ist das ganze natürlich etwas billiger. Dort liegt der Preis je nach Anbieter bei ca. 25 bis 35 US Dollar für eine Do-It Bleigussform.
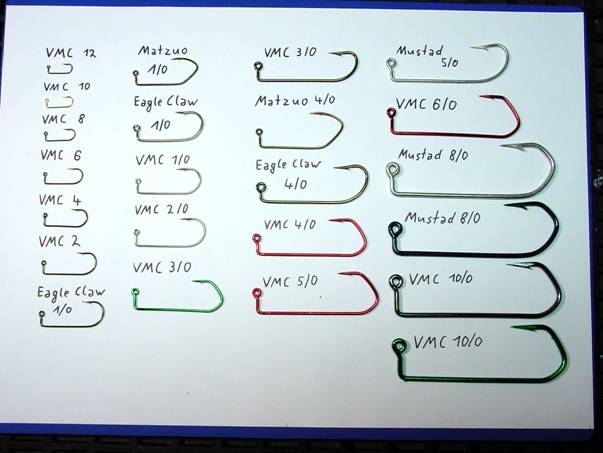
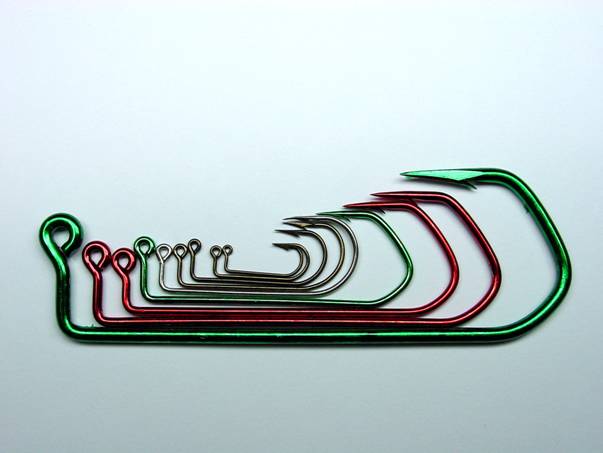
Nachfolgend mal eine kleine Auswahl an Bleigussformen für Jigköpfe. Dabei reichen die Gewichte von 1 Gramm bis zu 160 Gramm. Der Schwerpunkt des Bleikopfes befindet sich dabei entweder vor dem Öhr, auf der Höhe des Öhrs oder hinter dem Öhr in Richtung des Hakenbogens. Jeder Kopftyp hat seine Vor- und Nachteile und damit auch spezielle Einsatzgebiete. Hierzu wurde schon einiges geschrieben. So empfehlen sich für den Uferangler Bananenköpfe und Eriejigs, Bootsangler kommen mit Kugelköpfen, Eriejigs und Fischköpfen gut zurecht. Der Footballform sagt man einige Vorteile im Hinblick auf die Hängergefahr in Steinschüttungen nach. Diese Aufzählung ließe sich jetzt noch um einiges erweitern.

Im weiteren Verlauf geht es im Speziellen um Bleigussformen für Jigköpfe. Das Angebot an Bleigussformen ist schon sehr groß. Es gibt alle möglichen Kopfformen von verschiedenen Herstellern, Gussformen für verschiedene Hakenformen und Hakenhersteller, für kleine Haken, für dünne oder starke Haken. Leider passen diese Formen meistens nicht zu unseren bevorzugten Hakenmodellen oder Hakengrößen hier bei uns. In den USA werden in erster Linie kurzschenklige Haken von Eagle Claw, Matzuo, Mustad, Gamakatsu und Owner bevorzugt und verwendet. Ich behaupte mal, das in Deutschland der VMC Barbarian 7150 Jighaken der beliebteste Jighaken ist. Er hat sich millionenfach bewährt und bei uns am Markt durchgesetzt. Qualitativ besseres gibt es vielleicht nur von Gamakatsu, Owner oder Hayabusa, leider auch zu deutlich höheren Preisen. Hier ist es wie so oft im Leben, für ein wenig mehr im Spitzenbereich, muss man sehr viel mehr bezahlen. Das bedeutet allerdings nicht, das der VMC Barbarian schlecht oder nur ein Kompromiss ist. Er ist schon eine Klasse für sich und ich kann ihn weiter empfehlen.
In der richtigen Hakengröße ist man mit dem VMC Barbarian für Barsch, Hecht, Wels und Zander gewappnet. Der Jighaken von Profiblinker ist von der Form und Drahtstärke sehr ähnlich und kommt aus dem gleichen Hause. Für diesen VMC-Haken bietet Do-It jedoch keine speziell gefertigte und für unsere Verhältnisse passende Gussform an. Seit zwei Jahren gibt es von Do-It ein paar Gussformen für den VMC Barbarian 5150 Jighaken mit großem Öhr. Wer aber möchte schon mit einem großen Öhr fischen. Ich denke, je kleiner desto unauffälliger. Auch war dieses Hakenmodell bisher immer teurer und schwerer zu beschaffen als die normale Ausführung. Ein anderes Problem besteht darin, das wir hierzulande oft mit großen Jighaken aber geringen Bleigewichten angeln. Die Bleigewichte im Verhältnis zur Hakengröße fallen bei Do-It in der Regel recht schwer aus, oft zu schwer. Unter dem Strich bedeutet dies in der Praxis, das man bestenfalls oft nur ein oder zwei Gussnester einer Form benutzen kann. Die anderen Gussnester passen nicht zu unseren bevorzugten Haken, der Hakengröße oder der Kopf würde zu schwer ausfallen. Wir müssen also die Bleigussformen unseren Wünschen anpassen. Meistens ist es nötig, die Aufnahme des Hakenöhrs zu vergrößern, manchmal auch zu vertiefen und den Bereich der Form, in dem der Haken austritt, dem größeren Drahtdurchmesser anzupassen.
Um eine Bleigussform umzufräsen, brauchen wir eine Minimalausstattung an Werkzeugen. Diese besteht aus einer Bohrmaschine in einem Bohrständer, einer ebenen Holzplatte, einem kleinen Fräser, einem dünnen Permanentfilzstift und einer runden Schlüsselfeile. Natürlich sollte eine Schutzbrille beim Fräsen nicht fehlen. Da wir sozusagen freihändig fräsen, könnte es schon mal vorkommen, dass ein Frässtift abbricht und durch die Gegend saust. Je nach Fräser und Drehzahl fliegen auch Aluminiumspäne durch die Luft. Das kann in’s Auge gehen. Daher also lieber bei allen Fräsarbeiten eine geeignete Schutzbrille tragen.


Dies reicht schon für alle nötigen Umbauarbeiten aus. Bei den Fräsern eignen sich kleine Fräser aus dem Elektronik- oder Modellbaubereich aus HSS oder Hartmetall mit Durchmessern von ca. 2 mm. Am besten laufen sogenannte zweischneidige Stirnfräser, deren stirnseitige Schneiden über die Mitte schneiden. Der Fräser besitzt an der Stirnseite zwei Schneiden. Diese sind nicht symmetrisch wie beispielsweise bei einem Bohrer, sondern eine Schneide ist länger als die andere und reicht über die Mitte hinaus. Am Schaft sieht der Fräser dann wie ein normaler Spiralbohrer mit zwei sogenannten Nebenschneiden aus.

Es können aber auch Stirnfräser mit symmetrischen stirnseitigen Schneiden, mit zwei, drei oder vier Schneiden, zum Einsatz kommen. Diese Fräser haben dann meistens eine Diamantverzahnung auf den Nebenschneiden (kleine Rauten).
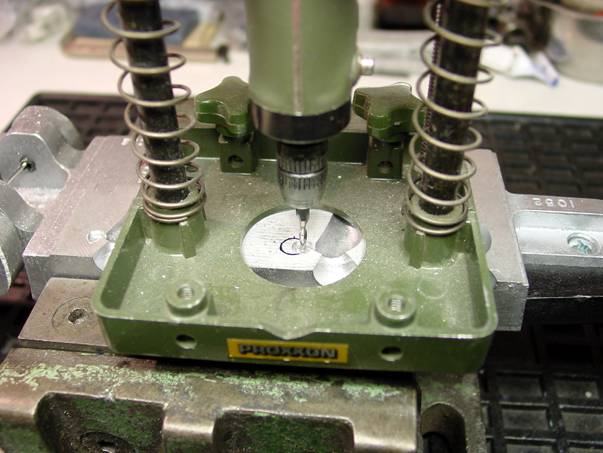
Ganz praktisch sind auch kleine “Oberfräsen“ von z.B. Proxxon oder Dremel. Mit ihnen kann man die Gussnester bearbeiten, die etwas von dem Gussformscharnier entfernt liegen. Will man die Gussnester direkt neben dem Scharnier bearbeiten, so kommt man um den Einsatz eines Bohrmaschinenständers nicht herum.

Bevor wir mit dem Fräsen anfangen, müssen wir entscheiden, welche Haken wir später in dem entsprechenden Gussnest verwenden wollen. Leider kann man in einem angepassten Gussnest nicht Haken von Größe 14 bis 10/0 verwenden. Meistens ist die praktikable Bandbreite bei der Hakengröße auf ein bis maximal drei Hakengrößen beschränkt. Danach unterscheiden sich die Abstände des Öhrs zum Hakenschaft oder die Drahtdurchmesser doch erheblich und würden die Gussqualität deutlich beeinträchtigen. So kann es passieren, das man zwei oder drei gleiche Gussformen benötigt, um ein gewisses Spektrum an Hakengrößen und Jigkopfgewichten abzudecken.
Haben wir uns für eine Hakengröße entschieden, so muss man nun die Hakenform bzw. die Hakenöhrumrisse auf die Bleigussform übertragen. Das machen wir mit einem dünnen Permanentfilzstift. Dabei nutzen wir die bereits vorhandenen Vertiefungen in der Gussform aus, um den Haken in beiden Hälften sicher und an der gleichen Stelle zu positionieren. Schließlich müssen wir beide Seiten der Form möglichst spiegelbildlich anzeichnen. Hört sich schwieriger an, als es ist. Man sollte beim Anzeichen darauf achten, möglichst nahe am Öhr entlang zu zeichnen, den Stift also beim Führen etwas nach außen kippen.
Wenn man das etwas übt, geht es eigentlich recht einfach von der Hand. Geht mal etwas schief, kann man den Filzstift mit einen Papiertuch und etwas Spiritus wieder entfernen und noch mal neu anzeichnen. Auf jeden Fall ist darauf zu achten, das die Markierungen und späteren Ausfräsungen spiegelbildlich ausfallen.

Wenn das Anzeichnen auf beiden Seiten der Gussform gelungen ist, kann man schon mal langsam an das Fräsen denken. Vorher sollte man aber die Drahtstärke kontrollieren und mit der Tiefe der Aussparungen in der Form vergleichen. Es kann vorkommen, das man die vorhandenen Aussparungen nicht nur vergrößern muss, sondern diese auch vertiefen muss. Dies kann man per Augenmaß machen, besser ist es aber, eine Schieblehre mit Tiefenmesseinrichtung zu verwenden. Die Aussparungen für den Haken sollten nicht tiefer als nötig sein, also den halben Hakendurchmesser betragen.
Nun beginnt das Fräsen. Sitzt die Schutzbrille da, wo sie hingehört? Der Fräser ist fest im Bohrfutter eingespannt. Wir legen die Form auf das Holzbrettchen unter die Bohrmaschine. Das Holzbrettchen ist wichtig, da es dafür sorgt, das die Oberfläche der Gussform parallel zur Bearbeitungsebene bzw. senkrecht zum Fräser liegt. Ansonsten würde nämlich der Holzgriff stören. Nun senken wir den Fräser in das Gussnest herab. Die nötige Tiefe haben wir vorher ermittelt. Man sollte darauf achten, das die Tiefe am Bohrständer arretiert ist bzw. einen voreingestellten Wert nicht überschreiten kann. Sie soll sich ja beim Fräsen nicht verändern. Nun schalten wir die Bohrmaschine ein. Die Drehzahl sollte auf ein Maximum eingestellt sein. Bei einem stärkeren Haken führen wir nun den laufenden Fräser entlang des gedachten Hakens in die Aussparung für das Öhr, indem wir die Form beidhändig unter dem Fräser entlang führen. Man sollte darauf achten, das man die Form immer etwas nach unten auf das Holzbrett drückt, damit die gefräste Tiefe konstant bleibt. Wir fräsen alles innerhalb des gezeichneten Umrisses weg. Bei einem dünneren Haken müssen wir etwas anders vorgehen. Das “Verbindungsstück“ zwischen Öhr und Schaft würde zu groß ausfallen und das Blei könnte aus dem Gussnest ausfließen. Hier müssen wir den laufenden Fräser langsam direkt in die Aussparung für das Öhr hinabsenken. Achtung, falls man tiefer fräsen muss, nicht all zu viel Kraft aufwenden! Man muss dem Fräser Zeit lassen sich in Ruhe durch das Material zu arbeiten. In allen Fällen fallen die auftretenden Kräfte recht gering aus. Es ist kein Problem die Form beim Fräsen mit den Händen festzuhalten. Wenn man bei der Tiefe nicht sicher ist, fräst man lieber etwas flacher und bei Bedarf zweimal. Tiefer fräsen kann man immer, anders herum geht es leider nicht. Also lieber in kleinen Schritten fräsen und immer wieder die Passform testen, als einmal zuviel Material wegnehmen. Falls es nötig ist, den Durchlass in der Form zum Öhr hin zu vergrößern, so benutzen wir hierzu am besten die Schlüsselfeile. So bleibt die Öffnung rund und es ist möglich die Öffnung dem Drahtdurchmesser des Hakens genau anzupassen.


Man kann auch, falls vorhanden, bei den äußeren Gussnestern eine kleine Oberfräse benutzen. Das ist etwas handlicher, wie ich finde. Hier wird dann die Fräse über die Gussform geführt. Die Gussform sollte man dabei gegen ein leichtes Verrutschen sichern. Das kann man mit einer Schraubzwinge machen oder man spannt die Gussform in einen Maschinenschraubstock oder normalen Schraubstock ein. Sie sollte nur irgendwie gesichert sein.

Wenn man die Aussparung für das Öhr aufgrund der Drahtstärke vertiefen muss, so muss auch die Durchführung für den Haken zum Hakenbogen hin vertieft werden. Dazu benutzt man dann eine dünne runde Schlüsselfeile und vergrößert vorsichtig das Loch in der Gussform. Lieber öfters kontrollieren, damit das Loch nicht zu groß gefeilt wird. Man sollte auch versuchen, die beiden halbrunden Vertiefungen gleichmäßig zu vergrößern. Auf alle Fälle sollte man auf eine genaue Passform achten.
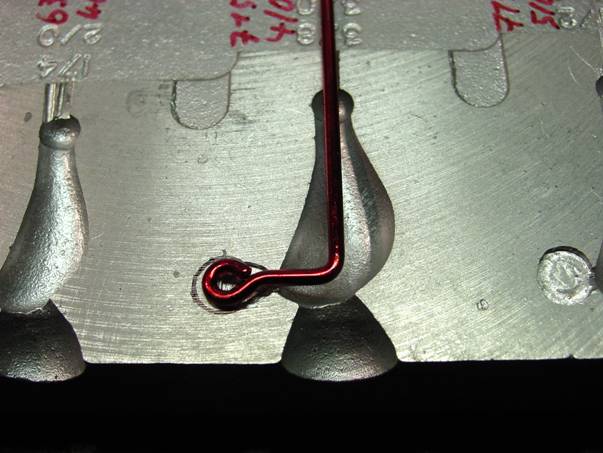
Wenn alles geklappt hat, dann sieht das fertige Ergebnis so aus.

Obwohl, hier ist die Aussparung für das Öhr etwas groß ausgefallen. Macht aber nix, da die Durchführung zwischen Öhr und Hakenschaft nicht zu groß ist, also das Blei nicht auslaufen kann.
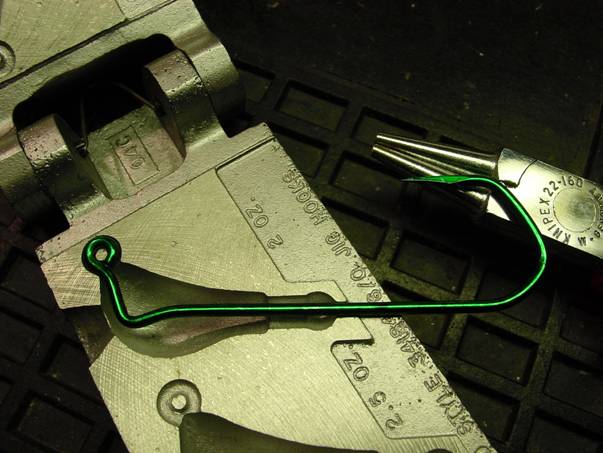
Manchmal ist es nicht nur notwendig, die Gussform dem Haken anzupassen, sondern auch noch zusätzlich den Haken der Gussform anzupassen. Z.B. würde das Öhr bei einem Bananajig weit vom Kopf abstehen unter Verwendung eines normalen VMC Barbarian Jighaken. Also biegt man den Haken etwas zurecht. So liegt das Öhr etwas “tiefer“.

Das Biegen geht mit einer starken Rundspitzzange recht einfach von statten. Achtung, eine Rundspitzzange mit dünnen Spitzen verbiegt sich im Gelenk. Es sollte z.B. schon eine Knipex 22 01 160 mit einem Spitzendurchmesser von 3 mm oder stärker sein. Schmuckbiegezangen eignen sich nicht. Ihnen fehlt die nötige Stabilität. Man darf allerdings nicht versuchen im Knick des Hakens zu biegen. Das überlebt fast kein Haken und er bricht an dieser Stelle. Wenn man aber ca. 5 mm neben dem Knick biegt, so stellt dies meistens kein Problem dar. Einem Punkt sollte man aber dabei etwas Beachtung schenken. Je nachdem wie stark man das Öhr nach “unten“ biegt, verändert sich auch die Ebene Öhr-Hakenspitze. Die Hakenspitze zeigt nicht mehr auf das Öhr, bzw. der Winkel zwischen den Ebenen wird größer. Dies kann sich eventuell nachteilig auf die Hakeigenschaften auswirken. Dem kann man entgegenwirken, indem man die Hakenspitze etwas in Richtung Hakenschenkel herunter biegt. In der Form sieht das Ganze dann so aus.
Auf diese Art und Weise kann man eigentlich jede Form jedem Haken anpassen. So kann man auch einem 10/0er Haken einen 5-Gramm-Bleikopf verpassen.
Bei Gelegenheit werde ich diesen Bericht um das Kapitel Bleigießen, Legierungen, Angußabtrennen und Pulverbeschichten ergänzen.
Petri Heil, Dietmar Brock